














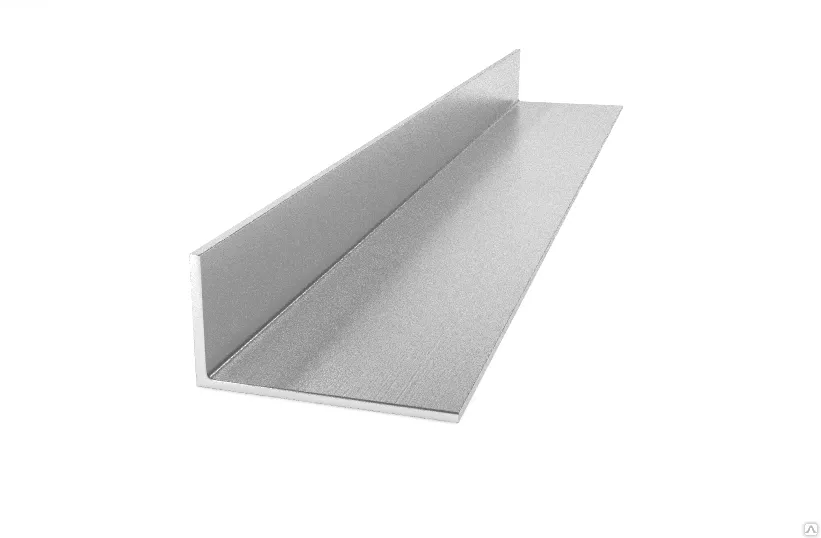
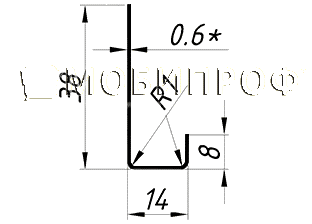
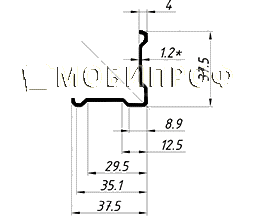
L-профиль – это вид строительного и конструкционного материала из металлопроката. Представляет собой согнутую полосу металла с поперечным сечением в форме буквы «L» или «Г». Профиль такой конфигурации – разновидность уголкового, второе его название – неравнополочый уголок.

Самые распространенные материалы для производства L-образного профилированного уголка – алюминий, нержавеющая и оцинкованная сталь.
Алюминиевый прокат отличает небольшой удельный вес, стойкость к коррозии. Прочность металла несколько меньше чем у стали, для ее повышения увеличивают толщину L-образного профиля. У алюминиевых изделий она составляет 2-3 мм.
Металлопрокат из оцинкованной стали прочнее и дешевле алюминия, однако уступает ему в стойкости к коррозии. В производстве L-профиля для эксплуатации во влажных помещениях или на открытых площадках используют стальной оцинкованный прокат с покрытиями:
- Из лакокрасочных материалов. Покрытия придают нужный цвет и частично защищают сталь от коррозии.
- Из полимеров. Слой материалов препятствует контакту металла с влагой, придает разные цвета.
- Из различных металлов. В качестве покрытия стального проката используют никель, хром, титан и т.д. Металлы наносят электрохимическим методом, напылением и т.д.
Толщина стального неравнополочного уголка оставляет 0,7-2 мм. Этого достаточно чтобы придать изделиям необходимую прочность и несущую способность. Для уменьшения веса и возможности резьбового крепления L-профиля, который применяют в каркасных конструкциях, перфорируют.
Где применяется L-профиль
L-образный профиль– универсальный материал, он широко применяется в различных отраслях строительства и производства. Неравнополочные уголки используются как самостоятельные сечения, связывающие и конструкционные детали. Область применения L-профиля также охватывает производство различных изделий.
Профиль используют:
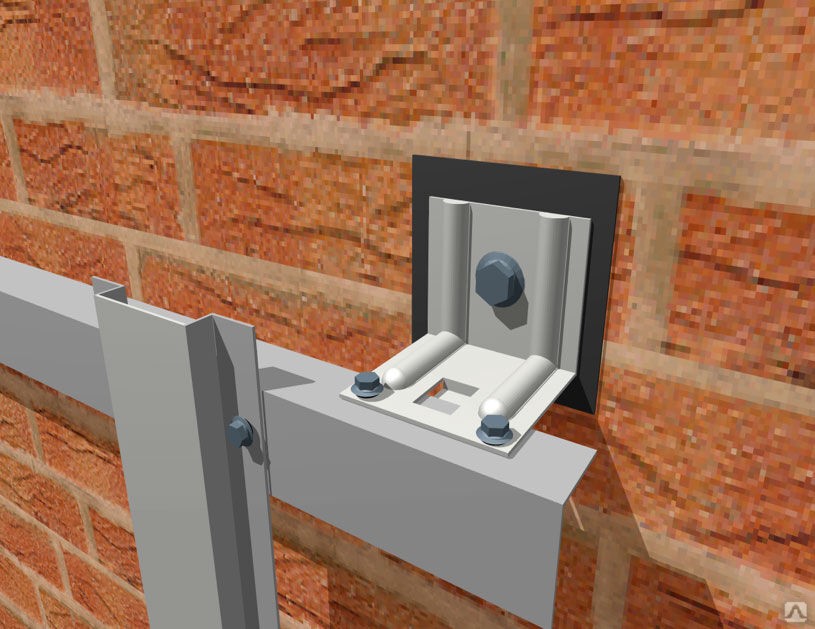
- В производстве каркасных подконструкций под навесные вентилируемые фасады, гипсокартонные системы.
- В качестве окантовки при монтаже плитки, полимерных, композитных, деревянных панелей, навесных потолков, напольных покрытий.
- Для защиты от стирания и износа внутренней и внешней отделки на углах.
- Как монтажные изделия для прокладки кабельных или трубных систем.
- В производстве кронштейнов и других крепежных изделий.
- Как декоративные элементы отделки.
- В вывесках, световых коробах и других рекламных конструкциях.
- В производстве мебели и фурнитуры.
- В отделочных работах для установки в местах примыкания неоднородных материалов.
Неравнополочные уголки также применяют в качестве арматуры, в производстве и монтаже металлических изгородей, объектов благоустройства, слесарных изделий и т.д.
Оборудование для изготовления L-профиля
В производстве L-образного профиля применяют несколько видов оборудования для обработки рулонного и листового металлопроката.
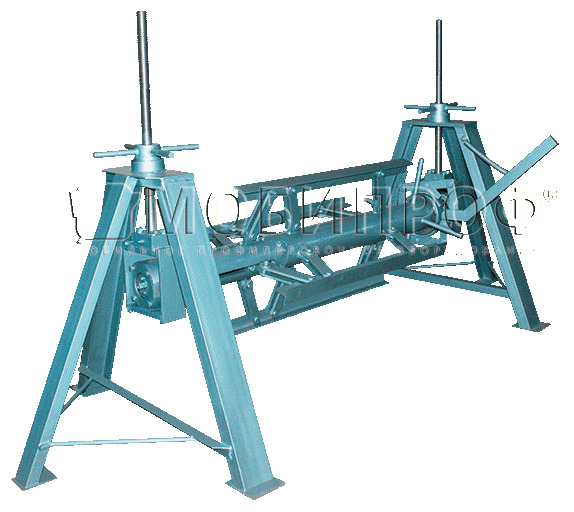
Размотка осуществляется на специальном станке. Компания «МОБИПРОФ» поставляет мобильные, напольные, двухопорные, самоподъемные и консольные размотчики металлического рулонного проката. Линейка оборудования включает станки с ручным и электромеханическим приводом. Разматывали могут работать с рулонами металлопроката шириной до 1250 мм и внутренним диаметром до 620 мм.
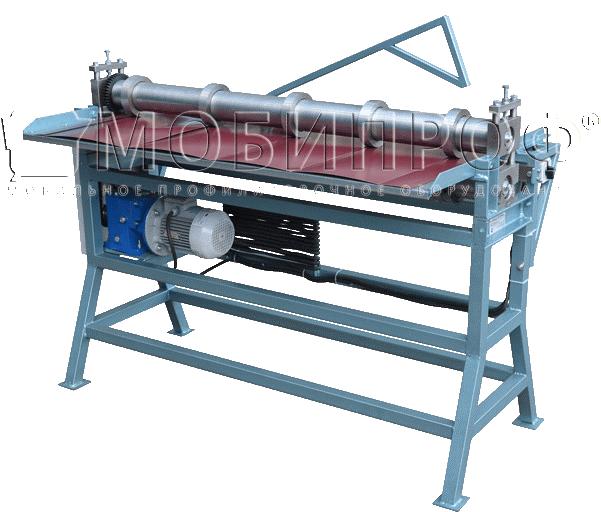
Для раскроя требуются станки продольной резки. Металл раскраивается на несколько полос при прокате между режущими дисками из закаленной инструментальной стали. Компания «МОБИПРОФ» производит ручные и электрифицированные станки продольной резки. Модели с электромеханическим приводом предусматривают установку преобразователей частоты. Станки с функциями поперечной резки могут комплектоваться автоматизированной системой управления с возможностью программирования длины штрипса и подсчета заготовок. Оборудование может работать с металлопрокатом шириной до 1250 мм.
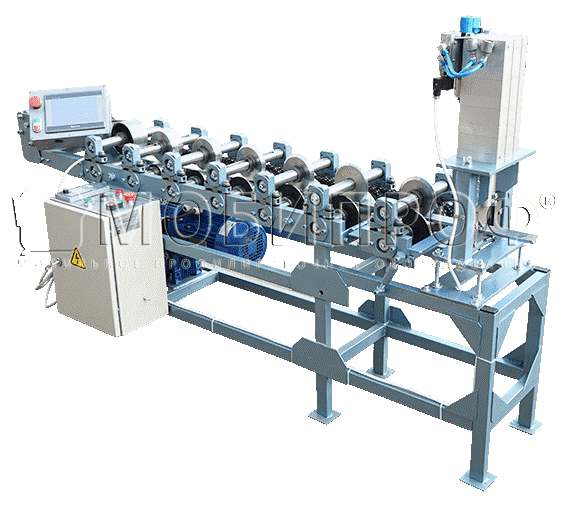
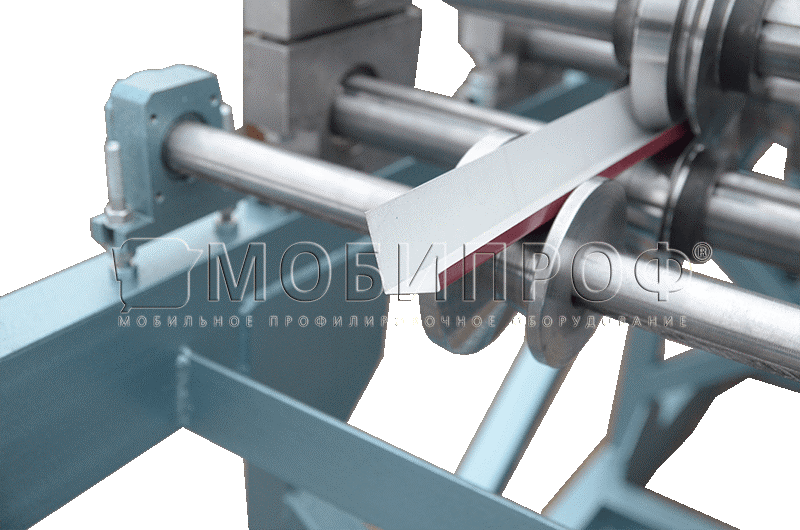
L-образная форма поперечного сечения формируется на профилировочных станках. Обработка осуществляется прокатом между несколькими парами роликов, рабочая оснастка придает требуемую металлической полосе заданную форму.
Профилировочное оборудование от компании «МОБИПРОФ» отличает:
- Возможность производства L-профиля из алюминия, нержавеющей и конструкционной стали с покрытием и без. Ролики изготовлены из инструментальной стали, оснастка хорошо справляется с металлами разной прочности. Калибровочные клети позволяют подстраивать станок под прокат различный толщины.
- Высокая точность. Армированная рама, совместно обработанные опоры обеспечивают жесткость конструкции, параллельность и соосность валов, что исключает разрегулировку и уменьшение точности обработки.
- Возможность регулировки скорости обработки. Станки предусматривают изменение производительности до 10 м/мин.
- Регулируемые направляющие. Станок можно настроить для изготовления разного размера L-профиля.
- Усиленные подшипниковые узлы. Конструкция комплектующих существенно увеличивает рабочий ресурс станка.
В качестве опций предлагается пневматическая или гидравлическая гильотина стационарного реза. Комплектующие обеспечивают точную нарезку L-профиля на отрезки мерной длины, не повреждая концы.
Также возможна установка преобразователя частоты и системы автоматического управления (САУ). Первые позволяют станку работать от однофазной сети 220 В, экономить электроэнергию и регулировать вращения рабочего вала. САУ с памятью на 10 программ обеспечивает задание режима работы и подсчет отрезков L-профиля.
Оборудование выбирают исходя из предполагаемого объема производства, массы, внутреннего диаметра рулона, толщины металлопроката. Станки производственной линии должны быть совместимы между собой. Оборудование МОБИПРОФ, укомплектованное автоматизированными системами управления, без проблем синхронизуется в автоматическом режиме. У нас также можно заказать готовые линии для раскроя проката из размотчика и станка поперечной резки.
Изготовление L-профиля
Производство L-образного профиля осуществляется в несколько этапов. В качестве сырья используется рулонный прокат алюминия 2-3 мм, оцинкованной стали с различными покрытиями или без них, нержавейки 0,7-2 мм.
Технологический процесс изготовления L-профиля включает:
- Входной контроль сырья. Рулоны для производства профиля не должны иметь впадин на поверхности, выраженных загибов в поперечной плоскости, повреждений покрытия, следов коррозии.
- Размотку рулонного металла. Рулон устанавливают на вал, настраивают лепестки на требуемый внутренний диметр, отматывают металл.
- Раскрой проката на штрипсы требуемых размеров. Выставляют необходимую ширину полос на станке продольного раскроя при помощи стопорных винтов, заправляют металл под направляющие ролики, запускают оборудование.
- Профилирование и нарезку неравнополочного уголка на отрезки заданной длины. Настраивают нужный размер полок и кромок L-профиля, заправляют шрипс, запускают станок. Продольная резка профиля осуществляется при помощи гидравлической и пневматической гильотины автоматически или при участии оператора.
При применении готовых штрипс из металлопроката необходимой ширины этап раскроя пропускают. В процессе изготовления контролируют натяжение металла между станками, угол вхождения штрипс под направляющие.
")




